Factores a considerar para seleccionar su Dobladora de Tubos – MEMOLI
Para elegir la máquina doblado de tubos adecuada para sus necesidades, hay algunos factores críticos a tener en cuenta, tales como:
Diámetro del tubo a doblar
Espesor de pared el tubo a trabajar
Radio de curvatura que se requiere
La relación entre estos factores críticos nos indicará que tipo de máquina requerimos, si una dobladora de tubos con o sin mandril, además de las herramientas correctas para lograr las piezas deseadas.
De no considerarse estos factores al seleccionar su máquina se pueden presentar defectos al doblar un tubo. A continuación, con nuestro socio MEMOLI les presentamos algunos de los más básicos.
DEFORMACIÓN DE LA SECCIÓN TRANSVERSAL DEL TUBO
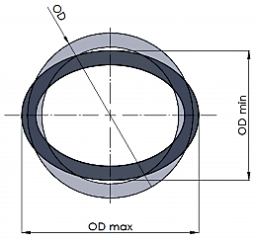
El aplanamiento de la sección transversal del tubo es causado por las fuerzas de distribución a lo largo de la curva y se puede reducir considerablemente utilizando el inserto apropiado, el mandril, e instalándolo correctamente en sus máquinas dobladoras de tubo, aumentando el radio de curvatura o el espesor de pared del tubo.
Esta deformación se puede monitorear usando el coeficiente de ovalidad:
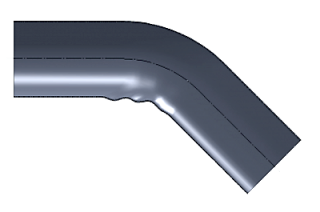
CORRUGACIÓN DE LA PARED INTERNA DEL TUBO
Ocurre cuando se pierde la estabilidad de la pared en el radio interior de la curva en el tubo debido a las fuerzas de presión causadas durante la flexión.
Utilizando una máquina con mandril, se puede reducir o limitar la ondulación interna. Cuando se dobla con una dobladora sin mandril, se debe aumentar el radio de la curvatura o el espesor de pared el tubo a doblar para un mejor resultado.
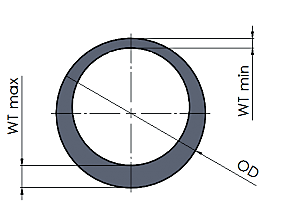
ADELGAZAMIENTO DE LA PARED EXTERIOR DEL TUBO
El adelgazamiento de la pared en el lado exterior del tubo ocurre naturalmente cuando se realiza el proceso de doblez. Sin embargo, es posible reducirlo en gran medida seleccionando las herramientas y configurándolas correctamente.
Para reducir este adelgazamiento, se utiliza el “Booster”, que esencialmente añade una presión adicional que empuja el tubo en la dirección del codo y reduce la tensión en el diámetro interno de la curva.
Hay muchos factores que pueden contribuir al adelgazamiento de la pared de un tubo durante su doblez, incluyendo el diámetro y espesores de tubo, el radio de curvatura, material del tubo, las herramientas y la maquinaria utilizada para su proceso, entre otros factores.
Para el cálculo del espesor de la pared que se debe utilizar se deben revisar las influencias externas durante el proceso, algunos son los siguientes:
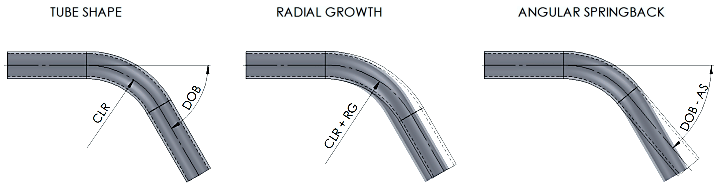
SPRINGBACK
Un problema común durante el proceso de doblez de tubo es la variación del radio y ángulo de la curvatura después del doblez debido al springback, la recuperación elástica del material al final del proceso.
Es necesario diferenciar los factores de Springback angular o radial para saber cómo corregirlo de manera efectiva.
Springback Angular
Cuando se termina de doblar un tubo, este tiende a regresar unos grados al soltarse de las herramientas. Para corregir esto es necesario establecer un ángulo de flexión mayor al deseado considerando los grados del springback, a esto se le denomina “doblado “excesivo”.
Springback radial
Otro efecto que puede ocurrir es el aumento del radio de la curvatura en relación con el radio real de la herramienta utilizada para el doblez del tubo. Esto ocurre principalmente con radios de gran tamaño y con materiales de mayor rigidez. En estos casos, es necesario utilizar una herramienta con un menor radio para obtener la forma requerida al finalizar el proceso de doblez.
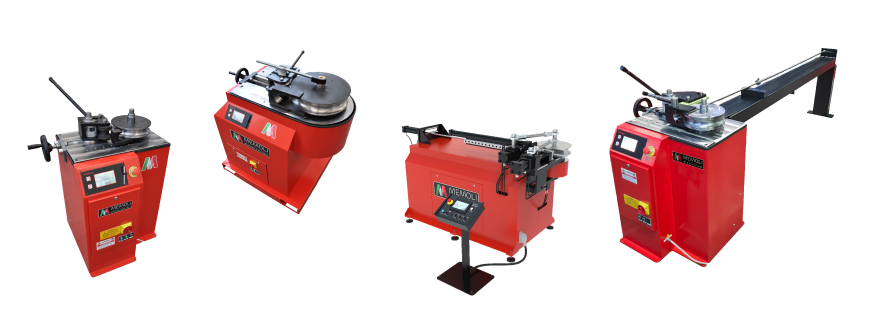
Ahora que conoce los factores críticos a considerar y los defectos que puede causar no tomarlos a consideración descubra toda la gama de Dobladoras de Tubo MEMOLI con y sin mandril que tenemos para usted.